Н.Н. Зубков, А.И. Овчинников, С.И. Каськов
2
а
б
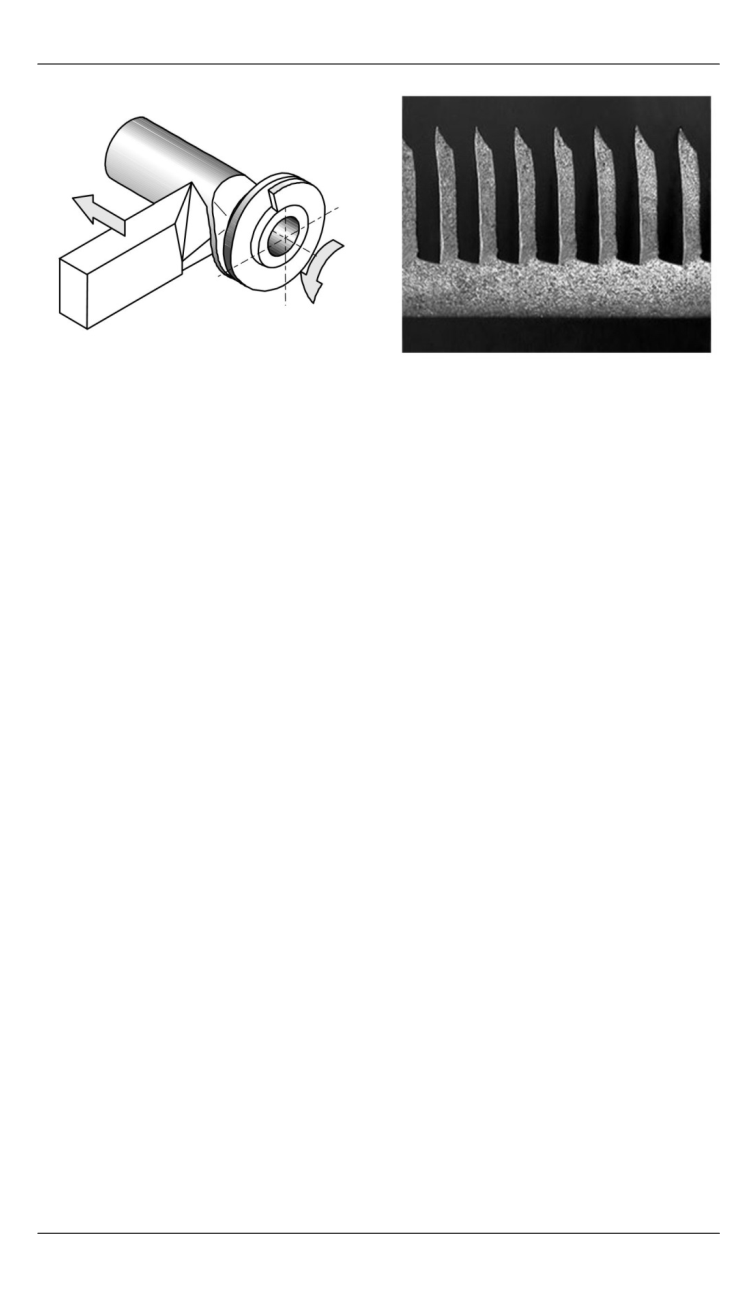
Рис. 1.
Схема деформирующего резания (
а
) и поперечный срез полученного
оребрения (
б
)
Метод ДР реализуется на стандартном металлорежущем обору-
довании, является безотходным, высокопроизводительным; обработ-
ка ведется простым инструментом; смазочно-охлаждающие жидко-
сти для всех материалов, кроме алюминиевых сплавов, не требуются.
Метод позволяет управлять всеми характеристиками получаемого
макрорельефа путем выбора геометрических параметров инструмен-
та и режимов обработки. Возможно получение межреберных зазоров
от 10 мкм и выше, шага оребрения — от 20 мкм до 3 мм. Высота ре-
бер при обработке меди может составлять до семи значений от вели-
чины шага. Обработка методом ДР позволяет увеличить площадь по-
верхности детали до 12 раз. Метод ДР может быть использован при
получении развитого макрорельефа на деталях из металлов и сплавов
с величиной относительного удлинения не менее 20 % и твердостью
не более 230 HB. В эту группу входят практически все цветные ме-
таллы, конструкционные и коррозионно-стойкие стали.
Метод ДР широко используется для оребрения труб теплообмен-
ных аппаратов [2], для получения теплообменных структур в виде
шипов [3], а также в других областях техники.
Широкие возможности получения теплообменных поверхностей
различной макрогеометрии методом ДР позволили предложить ори-
гинальную конструкцию теплообменника со множеством параллель-
ных теплообменных каналов в виде щелей, выполненных на наруж-
ной и внутренней поверхностях трубной заготовки [4].
Методом ДР изготовлен теплообменный элемент длиной 200 мм
из медной трубы наружным диаметром 55 мм и исходной толщиной
стенки трубы 3 мм, причем оребрение было сформировано как на
наружной, так и на внутренней поверхностях трубы. Поперечный
срез теплообменного элемента показан на рис. 2.


