Б.И. Семенов, Бинь Нго Тхань, А.Б. Семенов
4
Очевидно, что тиксоформинг открыл перед производственниками такой
потенциал хорошо изученного и освоенного сплава, о котором никто
даже не мог предполагать.
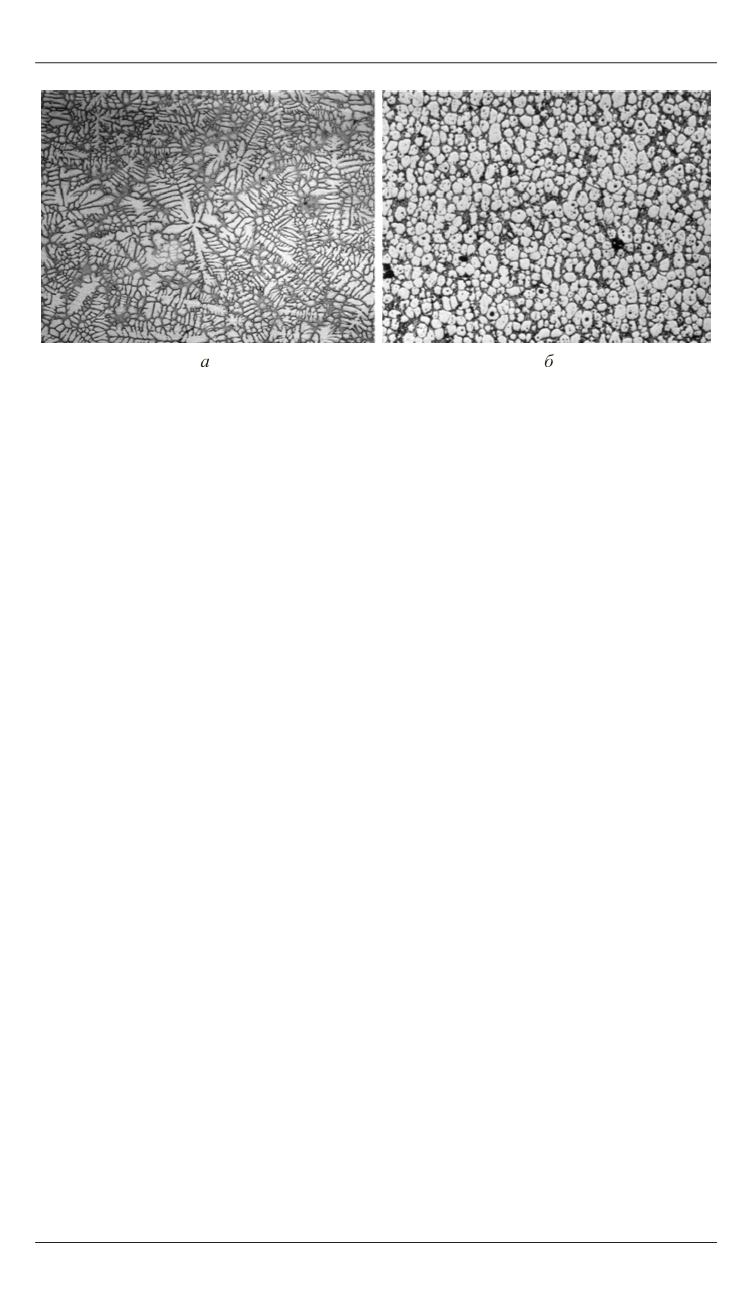
Причина новых качеств материала и, как считают специалисты, одно-
временно ключ к тиксоформингу — недендритная структура материала
отливки, которая формируется в таком виде еще до попадания металла
в формообразующую полость (рис. 3). Научную основу новых техниче-
ских решений составляет информация о реологических явлениях [6],
принудительно или самопроизвольно протекающих в металле в интер-
вале затвердевания сплава в результате целенаправленных статических
и динамических механических и тепловых воздействий на твердожидкую
среду. Обоснованность разделения процесса на стадии, интервалы реко-
мендуемых изменений температуры металла, скоростей и интенсивно-
стей сдвиговых деформаций, допускаемых в технологиях тиксофор-
минга, могут быть проанализированы по схеме, показанной на рис. 4.
Множество физических процессов, совокупно называемых затвердева-
нием отливки, позиционируются во времени и в пространстве в виде трех
обязательных стадий, требующих использования специализированного
оборудования и организуемых в виде непрерывной или разорванной це-
почки событий. На схеме они названы стадией перемешивания, стадией
подготовки к формообразованию и собственно формообразованием.
По термомеханическим условиям, характеризующим особенности
переработки сплавов в твердожидком состоянии, полезно особо выде-
лить две области (первую и третью фазы процесса):
●
фаза энергичного перемешивания:
данная стадия не всегда явно при-
сутствует в цепи технологического процесса, но все же используется очень
часто, когда стремятся получить глобулярные твердые частицы, равно-
мерно распределенные в неотвержденной части металла. При получении
Рис. 3.
Типичные дендритная (
а
) и недендритная (
б
) литые микрострук-
туры детали


