















 10 / 18
10 / 18

О.В. Мальков
10
Инженерный журнал: наука и инновации
# 4·2016
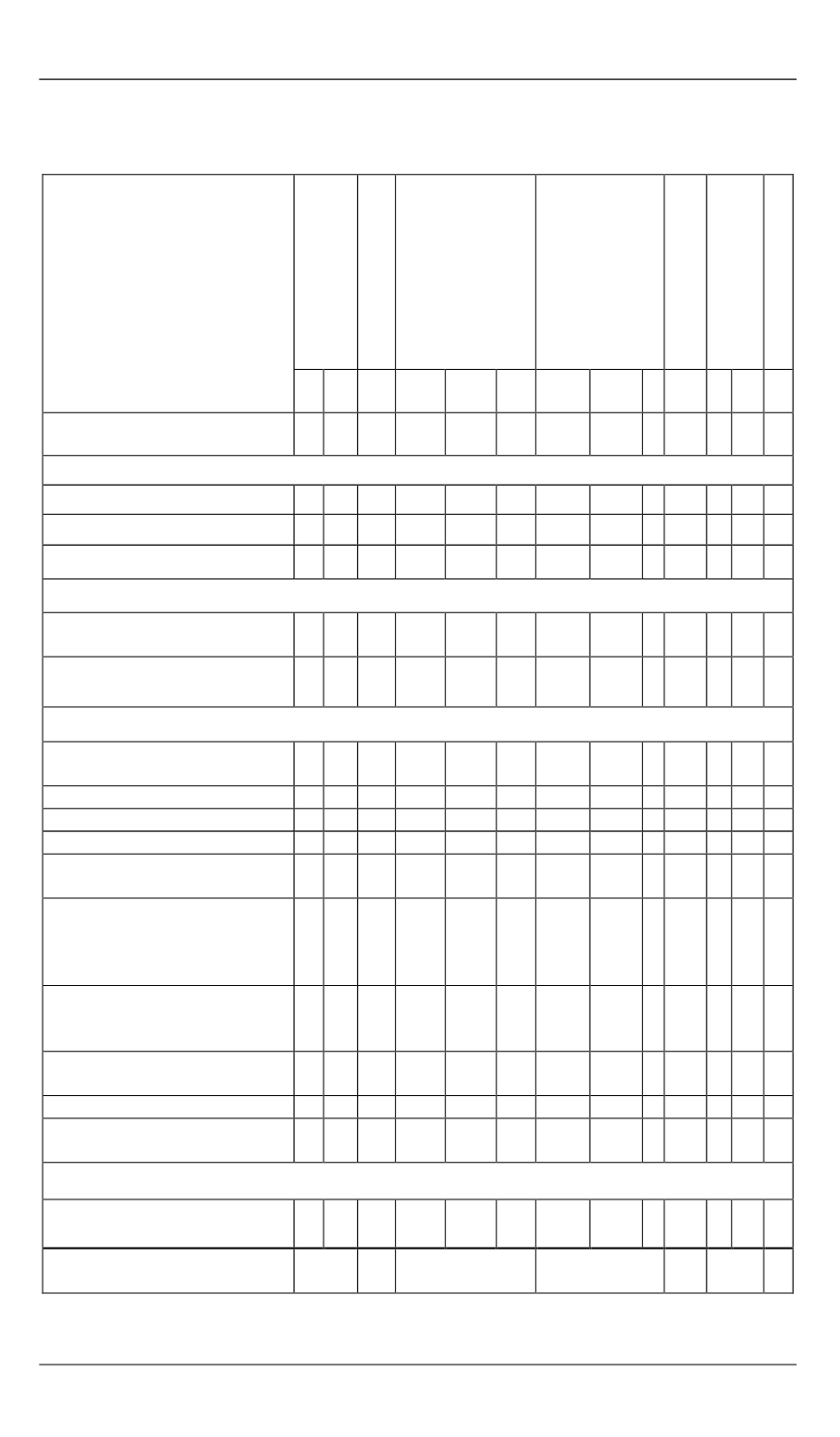
Таблица 2
Пути решения проблем, возникающих при фрезеровании резьбы
сборными резьбовыми фрезами [6–8, 11]
Проблема
Жесткость системы
СПИД
Длина инструмента/
вылет
Скорость
резания
Подача на зуб
Износостойкое
покрытие
Направление
фрезерования
Радиальное биение
↑
∼
↓
↓
↑
∼
↓
↑
∼
∼
П В
∼
1
2 3 4
5
6
7
8
9 10 11 12 13 14
Процесс
Вибрации
S K,S S
KE,V,K S
S S
Наростообразование
KE,S
*
V, K
KE,S
*
V, K
Замятие стружки
S
Резьба
Неудовлетворительная точ-
ность резьбы
KE,V
KE
Конусность резьбы
S
S
S
Инструмент
Выкрашивание режущих кро-
мок
K,S KE,
V
K KE,V,
S
KE,V,
K,S
Лункообразование
S
S
Термотрещины
S
Пластическая деформация
S
S
Чрезмерный износ по задней
поверхности пластины
KE,
V,K
KE,
V,K V
Интенсивный износ, ведущий
к снижению качества обрабо-
танной поверхности и потере
точности
S
S
Чрезмерный износ, ведущий
к уменьшению стойкости ин-
струмента
S
S
S S
S
Неравномерный износ, веду-
щий к сколу угла при вершине
S
S
S
S
Образование проточин
S
S
Поломка фрезы/режущей
кромки
S
S
Оборудование
Неэффективное использование
оборудования
S
Количество обращений к реше-
нию
7
4
22
24
3
4
1